
面团成型
什么是面团成型?
面团成型是锅或面包型面包的高速生产的化妆阶段的最后一步。它是一种连续模式操作,始终从中间打样器接收面团件并将它们放入平底锅。
根据生产的面包品种,成型的功能是塑造面团件,使其适当地符合平底锅。面团成型设备可以设定为达到所需的形状,面团上具有最小的应力和应变。1
它是如何工作的?
面团成型由称为茂密的专业设备进行。面包模具有两个基本组件:薄片和最后的泥浆(面团)。这些部件影响面团片的最终形状和长度。
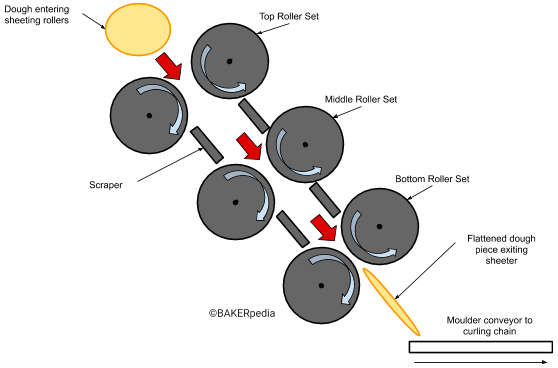
薄片
- 来自(哪里中间打样,圆形的面团块通过一系列辊逐渐扁平,以准备最终成型。片材通常包括2-3套(串联)的Teflon涂层滚头,面团件通过逐渐压平面团件。
- 片材施加有助于脱果片的应力力(压力),使得在产品转移或中间样品中产生的大型空气电池被减小到较小的内部,以在成品中获得细粒。
- 滚轮组以这样的方式布置,即由于面团通过它们逐渐减小间隙/间隙。这对于促进受控的面团厚度来说至关重要。在一个步骤中压扁面团片不会造成无法弥补的损坏麸质和气体细胞结构。
- 在穿过顶辊之后,面团件变薄,较大,呈椭圆形。退出底部辊的扁平面团准备通过卷曲链下方。
2.最后的泥格
- 从片材取出的薄,平面片是模制的或形成为紧密的,均匀的适当形状和长度的圆柱体。
- 最终的模具本质上是一种成型输送机,该输送机配备有3个部分,其定义了产品的最终尺寸。
卷曲链子
当面团件退出底部头部滚子时,它与卷曲链接触。这导致前沿减速并开始自身卷曲。卷曲链的重量开始卷曲面团。它的长度可以根据需要进行调整。
当面团件退出卷曲链时,它完全卷起。
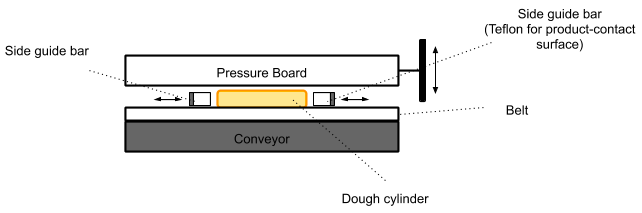
压力板和侧引导杆
这些部件通过施加向下/向外压力并强制面团施加侧链来使面团件成为最终的面包型或圆柱形状。这进一步除去面团片以形成紧密,均匀和密封的汽缸。
应用
现代高速模具有几种可变速度驱动器,适用于其不同的滚筒和皮带,以便它们可以进行微调,以便更快或较慢的生产率。有两种类型的成型设备:1
- 直粒泥浆
- 十字粒泥浆
滚筒调整
| 片材卷组太开放(间隙太宽) | 片材卷组太紧(间隙太窄) |
|
|
最终的模糊调整
可以调节高速模具压力板的侧导轨和高度,以允许各种面团尺寸和长度。
| 侧导杆 | 压力板 |
|
|
可以调节滚筒,侧引导杆和压力板设置以适应不同的面团流变管或处理性能,并且应在每个品种开始之前设置。例如,加工全麦面包可以呼叫较小的设备设置,这是由于整个小麦面团的弹性缺乏弹性。
参考
- Therdthai,N和周,W。“制造。”烘焙产品科学技术,第2版,John Wiley&Sons,Ltd,2014,PP。476-485。
发表评论